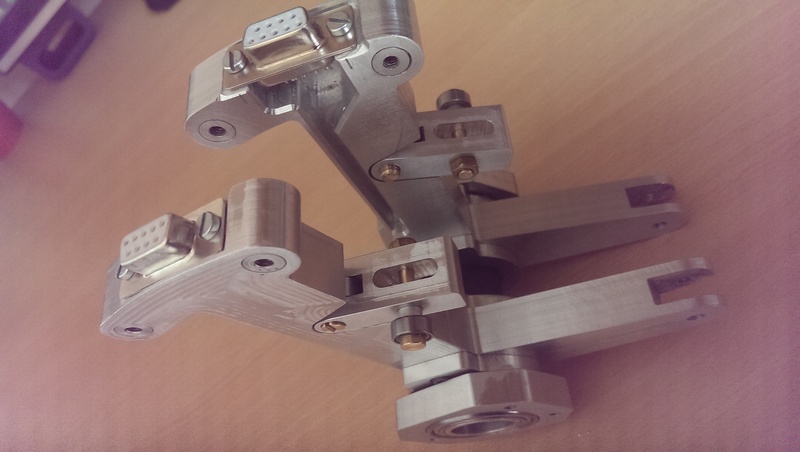
il fait chaud, ça s'agite sérieusement tout autour, donc juste une petite mise en bouche ; on va commencer par l'équipage tournant, ç'est à dire la liaison roue, trim, manette ; les premières options à lever tournent autour de quels engrenages, quels roulements.
En effet, pour que tout ça tourne rond, il faut tout mettre sur roulement, et donc opter pour des engrenages correctement dimensionnés car même en travaillant très précisément il faut que les roulements mesurent 4 à 5 mm d'épaisseur, et donc que les engrenages mesurent au moins une dizaine de mm d'épaisseur (2 roulements par engrenages).
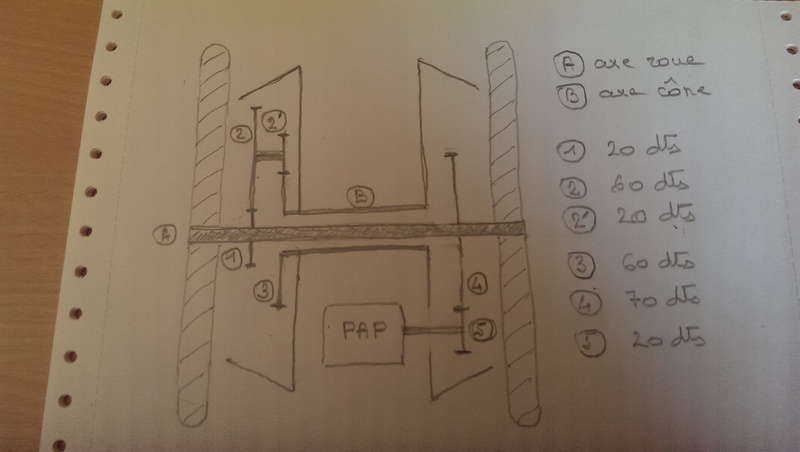
Pour une bonne précision, j'ai opté pour des engrenages module 1, il va falloir du 20 dents, du 60 et du 70 ; je finis par faire mon marché chez Tridistribution (il y a aussi Hpceurope) : chez les 2 fournisseurs, engrenages simples droits, épaisseur 15 mm, moyeu épaisseur 10 mm, soit en acier, soit en nylon chargé.
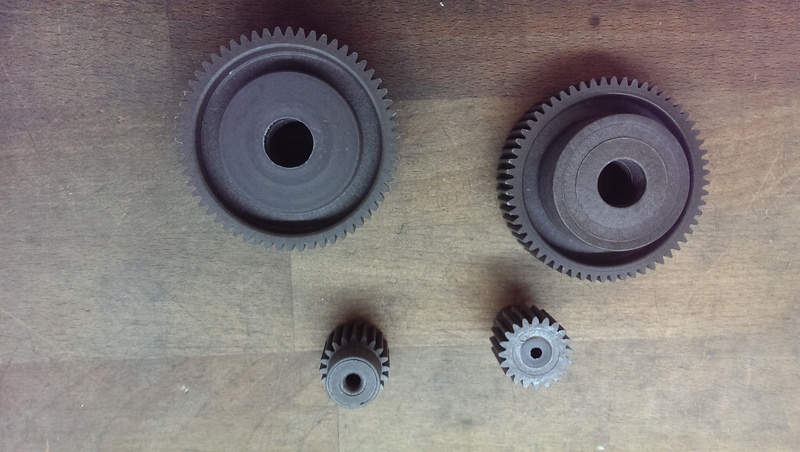
Les 2 types d'engrenages sont très largement surdimensionnés par rapport aux couples à transmettre ; j'ai déja utilisé ceux en acier pour le tour, ils sont très lourds et l'usinage est assez pénible ; en revanche, pour ce qui concerne les engrenages nylon, usinage plus aisé, mais les alésages doivent tous être repris donc pb potentiel de prise dans les mors du tour.
Pour choisir, je fais un essai de tournage en prenant les engrenages sur le diamètre extérieur (ça n'est pas recommandé) : la concentricité est bonne (j'ai intercalé du clinquant de 5/100 entre les dents et les mors) ; je pars donc sur le nylon, il va falloir tous les mettre aux bonnes dimensions : épaisseur, alésage.
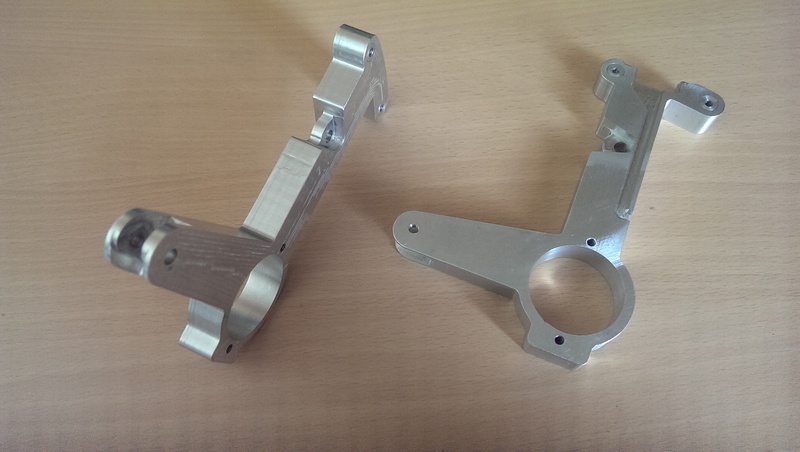
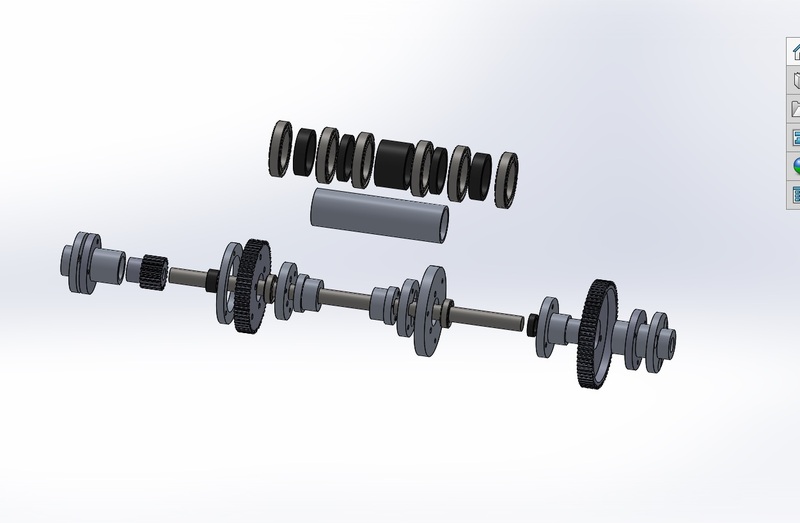
Pour commencer, je m'attaque à l'axe secondaire (on verra plus tard où il se situe), il est simplement constitué d'un engrenage double, 20 dents et 60 dents, en roue libre sur un axe fixé sur le chassis du throttle :
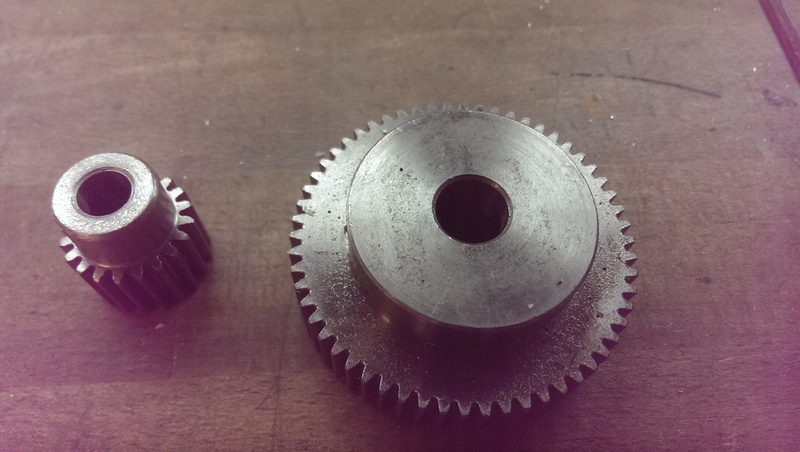
Evidemment, ça n'existe pas sur catalogue, je vais donc assembler un engrenage 20 dents et un engrenage 60 dents, donc tournage du moyeu du 20 dents et alésage du 60 dents et emmanchage à force ; de plus, 2 autres alésages pour insérer un roulement 6x12x4 de chaque coté.
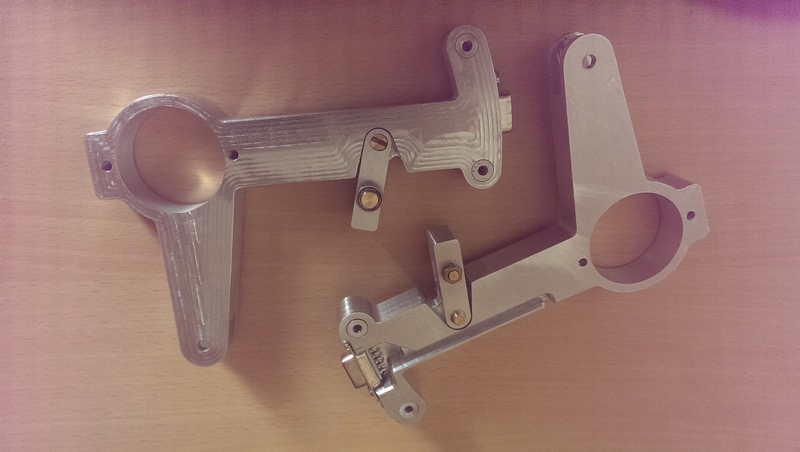
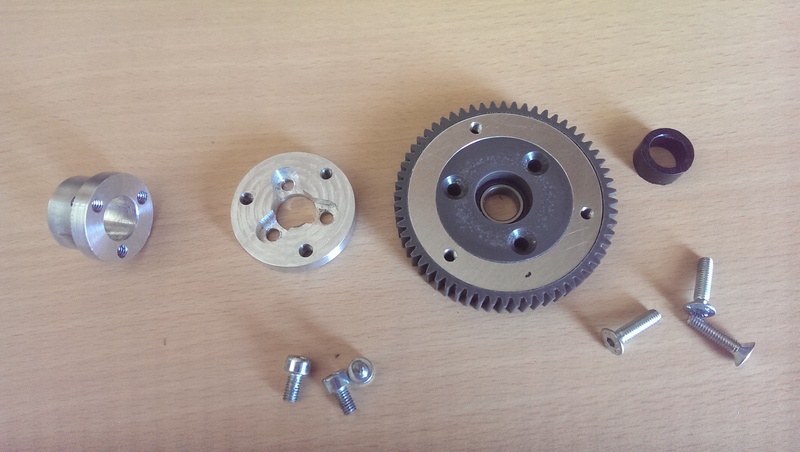
Voilà les 2 engrenages usinés, outil à plaquette spécial alu, ça s'usine très facilement ;

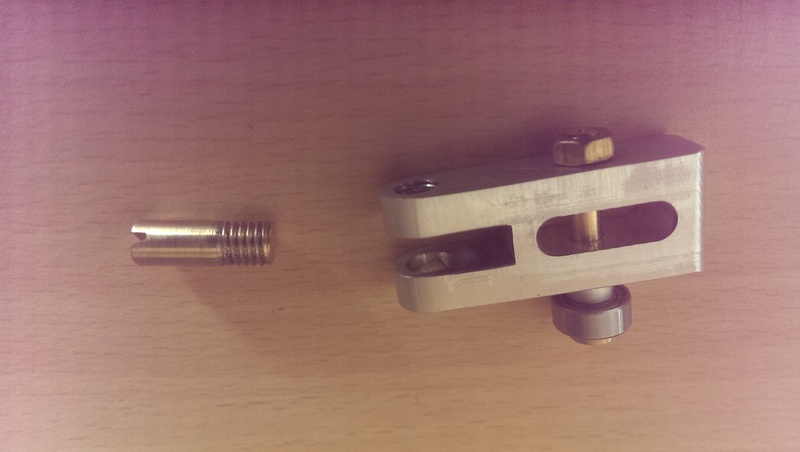
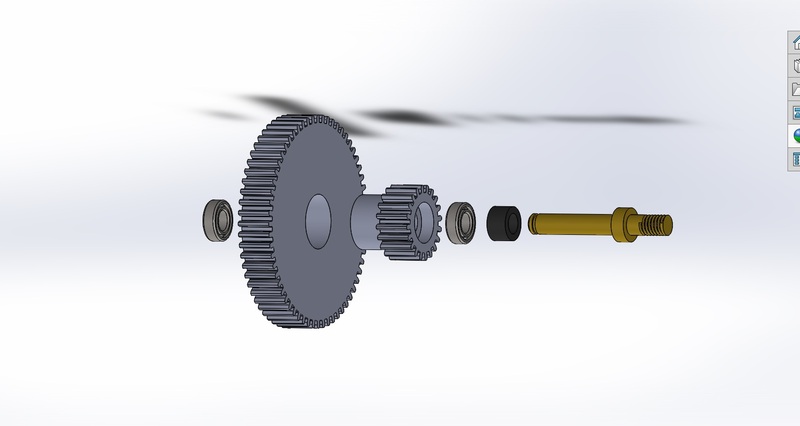
Et assemblage des 2, emmanchement en serrant les 2 engrenages dans un étau :

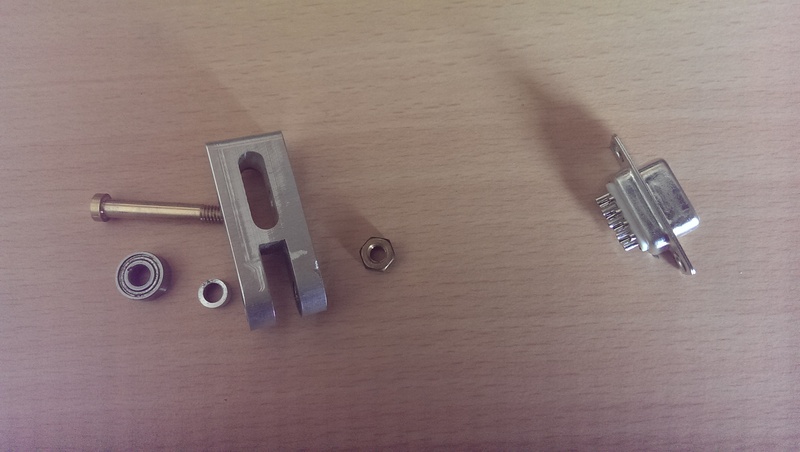
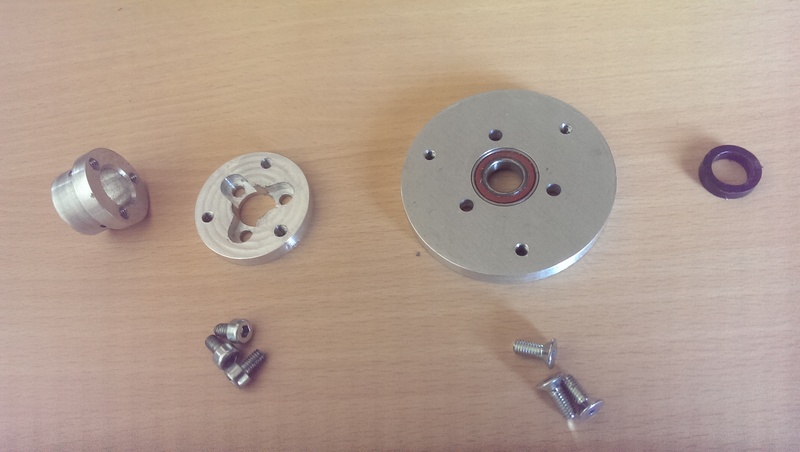
Puis de la même façon, insertion des 2 roulements, précision 1/100, même pas besoin de loctite ; le tournage de l'axe en laiton n'est qu'une formalité, c'est un métal très gratifiant à tourner, résultat bien brillant, le pas de vis est réalisé à la filière m5 (je procède comme pour un filetage, l'axe dans le mandrin de la perceuse à colonne, la filière en dessous prise dans l'étau de façon à pouvoir ajuster précisément le diamètre).

Voilà pour débuter, la prochaine fois on s'attaque à l'axe principal, un peu plus de travail !
Michel












 cette année on a même droit à un mirage 2000 garé à 10m du port !
cette année on a même droit à un mirage 2000 garé à 10m du port !